Servometer
Servometer is the leading technology expert in the manufacture of custom precision electrodeposited metal bellows, bellows assemblies, flexible shaft couplings, electrical contacts, and rigid electroforms using a patented electrodeposition process. Servometer miniature metal bellows can be used for metallic hermetic seals, volume compensators, pressure and temperature sensors, flexible connectors, and countless other applications where quality, dependability, reliability, and long life are critical requirements. We offer custom manufacturing as well as standard parts online for off-the-shelf solutions.
Products Product Brochures Electroforming Process Product Details Bellows Resources



Shop in-stock parts in standard sizes, or request a quote to order custom parts, including custom sizes, configurations, and more.
Bellows Brochures & Prototyping Request
Servometer’s precision bellows and components are designed to provide accurate, reliable solutions for the toughest challenges. All our components can be customized to meet your needs. Download the guides and brochures below for details on our most popular products.
-
Want to see how our parts work before you order? Request a sample.

The Electroforming Process
Electroforming, also known as electrodeposition, adds thin layers of metal onto an aluminum mandrel that is later chemically removed. While not a new technology, electroforming has multiple advantages, including the ability to produce wall thicknesses from 0.0005”-0.025” and near exact shape, form, and function. When combined with our signature cobalt-nickel alloy, FlexNickel®, this results in metal bellows that are strong, yet extremely flexible.
Product-Details
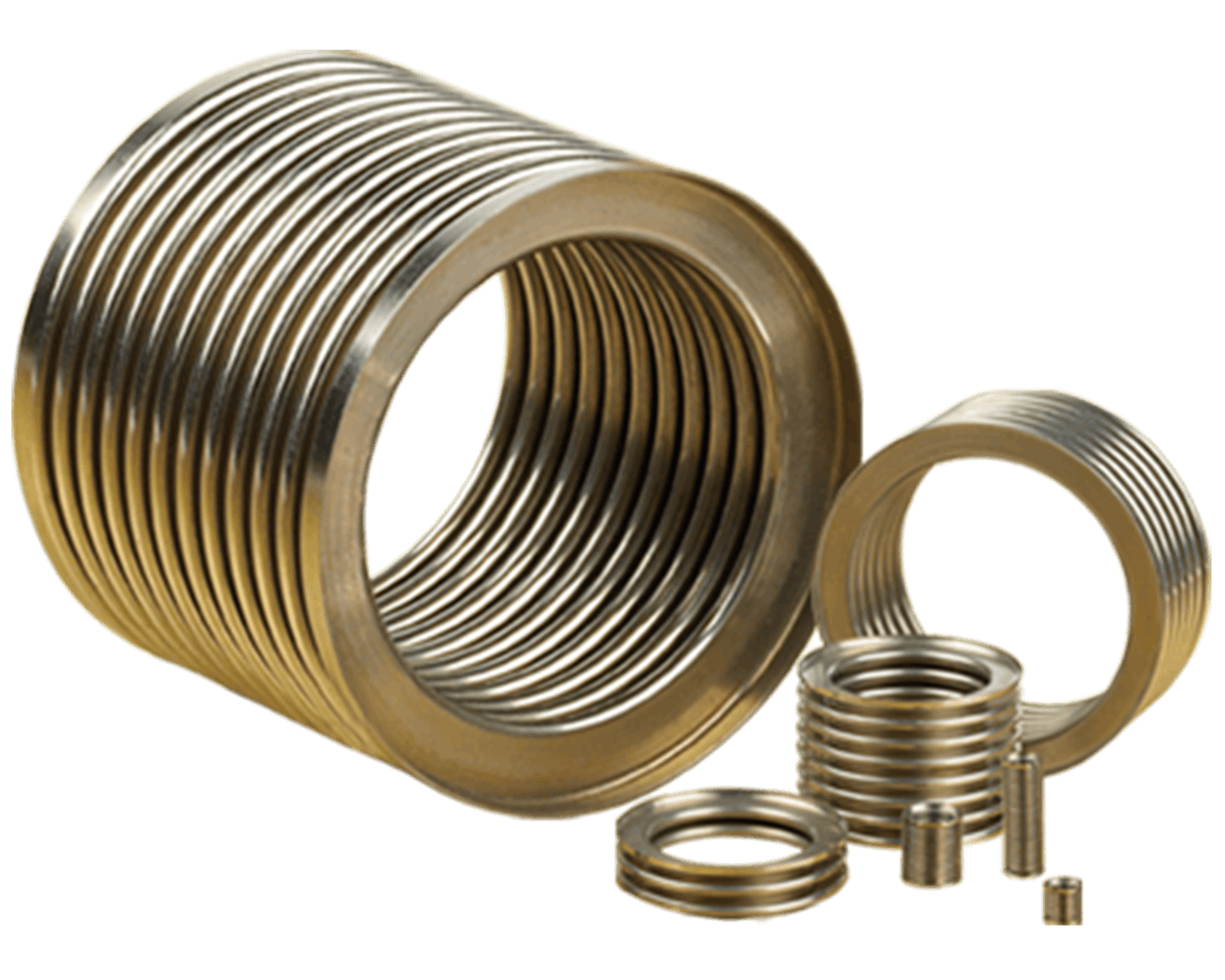
Electroformed Metal Bellows
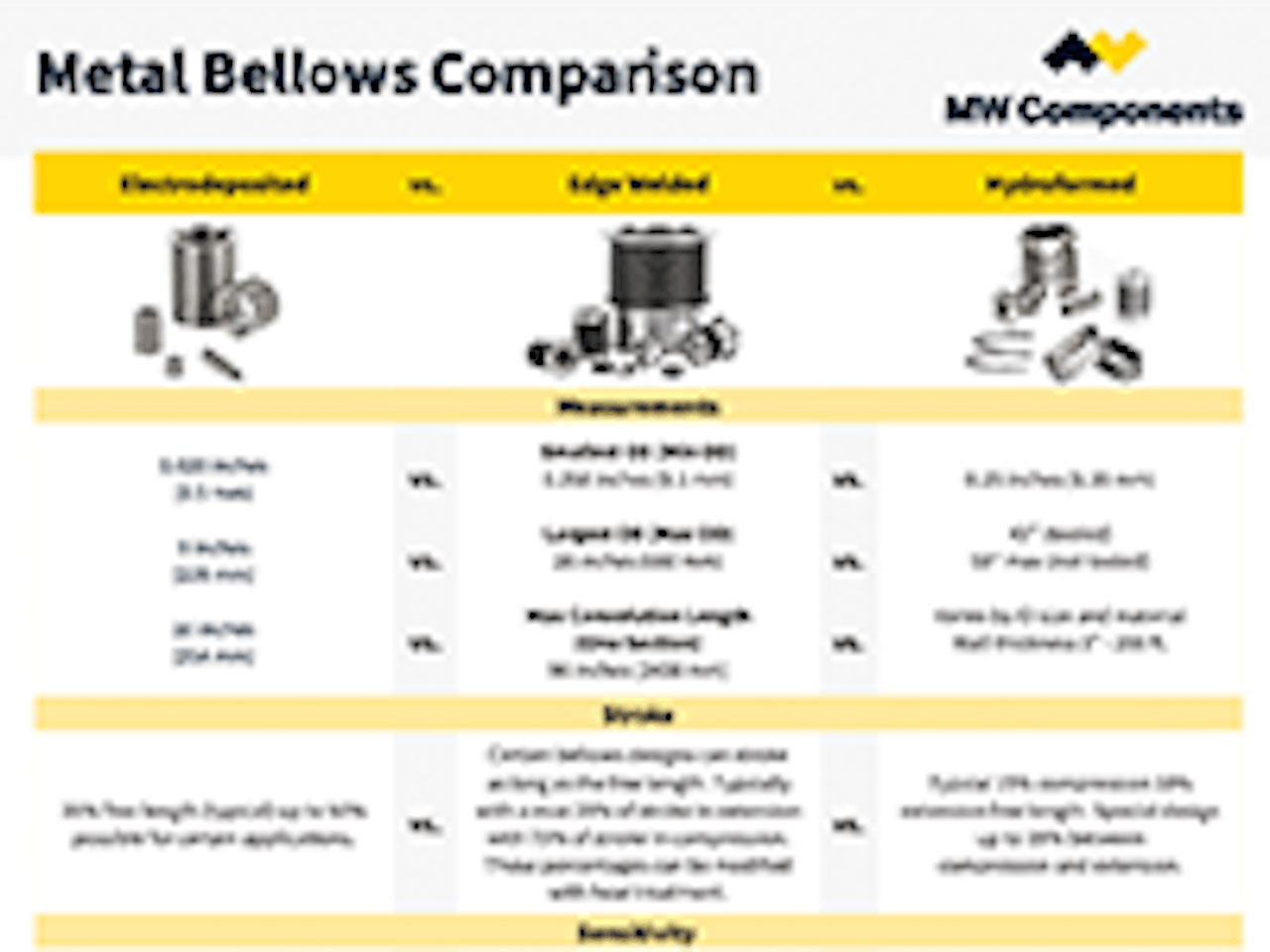
Our electroformed metal bellows are manufactured using patented technology that provides superior flexibility and performance. Available in both circular and rectangular shapes, our bellows can have walls as thin as 0.0002 inches and are up to 25 times more sensitive than hydroformed bellows. They also provide large deflections with minute forces and can be designed to compress up to 60% of their free length.
Their exceptional characteristics make our bellows ideal for use in mission-critical industries like aerospace and defense. Get in touch with us to see how electroformed metal bellows could solve your challenge.

Miniature Bellows Electrical Contacts
Our micro-miniature bellows exhibit dynamic flexibility and can be manufactured with diameters as tiny as 0.020 inches (0.5 mm). These micro bellows are capable of compressing, bending, and cycling, and are helium leak-proof. As a result, they are ideal for use as precision micro-springs, miniature flexible micro-couplings, aneroids, pressure-responsive devices, electrical contacts, and flexible micro-hermetic seals that can withstand multiple autoclave cycles.